
Здравствуйте, гость ( Вход | Регистрация )


 21.9.2011, 15:55
21.9.2011, 15:55
Сообщение
#1
|
|
 Сильно заинтересован  Группа: Эндуристы Сообщений: 547 Регистрация: 30.11.2009 Вставить ник Цитата Из: Белгород Мотоцикл: Simson S51, Simson SR50, Simson schwalbe Репутация:  32 32 
|
Народ приветствую! на соседнем форуме ДРЗ400 создал такую же тему, но народ не сильно активен, поэтому решил спросить здесь. кто что думает по поводу из какого материала сделаны клапана и нет ли на них специального покрытия (на тарелках) (вопрос касается ДРЗ400), которое при притирке стирается и клапан приходит в негодность. а то я уже поучаствовал в притирке клапанов в двух моторах (ДРЗ400 и ТТР250), а тут начитавшись про хардэндуро современные типа WR450 и хонды че то стало не по себе вдруг накосячили.
Полезно:
Вредно:
|


|


|


 |
Ответов
|
28.11.2011, 11:25
Сообщение
#2
|
||
 Весьма заинтересован Группа: Пользователи Сообщений: 90 Регистрация: 20.4.2010 Вставить ник Цитата Из: Верхняя Пышма, Сврдл обл Мотоцикл: XT660R 2005 fzs1000 2005 Репутация: 3
|
Погуглил инет и накопал следующее:
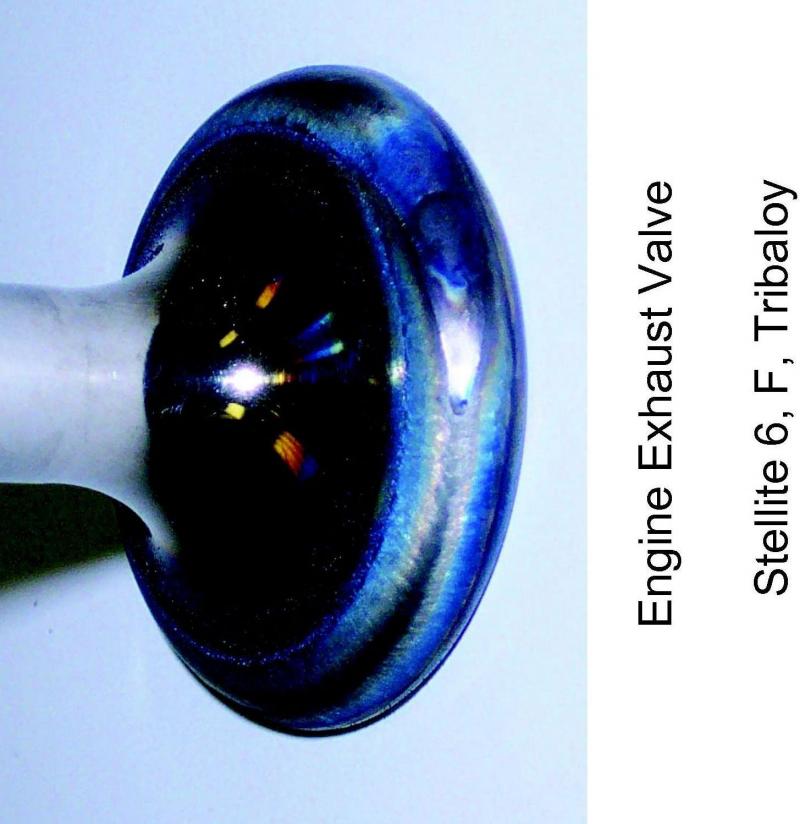
1. Гуру из Thumpertalk (Eddie Sisneros, TT Intake Expert) утверждает, что притирать клапаны не стоит, т.к. на них (на клапанах) покрытие. Речь правда шла о drz 400. Наш мануал не рекомендует притирку не в пример, допустим, ybr125, где притирка указывается в сервисмануале. Т.е. у нас тоже, наверное, напыление. 2. Нашел сайт, где указывают, что покрытие используется стеллитовое http://www.tpub.com/content/construction/1...ss/14264_92.htm Стеллитовое покрытие - немагнитное, твердосплавное, обрабатывают изделия при помощи абразивов. Толщина напыления исчисляется не сотками, а миллиметрами (до обработки), т.к. напылять тонкие слои сложнее. чем толстые. Какая толщина остается после обработки, возможно, точно не знают и производители. Но запас-то они должны оставить, чтобы все не стереть при обработке. В итоге похоже, что притирать можно, только осторожно. И кроме того, стираться будет седло больше, чем клапан, т.к. седло без напыления. Значит, в пределах пары десятых миллиметра не очень боимся, а если на клапане существенный прогар, исчисляемый приблизительно парой десятых миллиметра и более, решаем по обстоятельствам. Необходимую для подгонки толщину определяем прямым замером (индикатором по биению пояска на впадинах) или приблизительно по ходу притирки, используя мелкий порошок (14 - 28 мкм).
Эскизы прикрепленных изображений
Полезно:
Вредно:
|
|
|
|
|
|
Сообщений в этой теме
abrazive можно ли притирать клапана 21.9.2011, 15:55 alexey151 Насчет покрытия не знаю. Но если пришло время прит... 21.9.2011, 16:34 prokrust советую притиркой лишний раз не баловаться, только... 21.9.2011, 19:01 serg Цитата(abrazive @ 21.9.2011, 16:55) вопро... 21.9.2011, 20:22 abrazive Серж, извиняюсь, про отдельный раздел по ДРЗ400 не... 22.9.2011, 11:47 serg Ну, теперь знаешь
Я его воссоздал после того, как... 22.9.2011, 12:21
alexey151 Насчет покрытия не знаю. Но если пришло время прит... 21.9.2011, 16:34 prokrust советую притиркой лишний раз не баловаться, только... 21.9.2011, 19:01 serg Цитата(abrazive @ 21.9.2011, 16:55) вопро... 21.9.2011, 20:22 abrazive Серж, извиняюсь, про отдельный раздел по ДРЗ400 не... 22.9.2011, 11:47 serg Ну, теперь знаешь
Я его воссоздал после того, как... 22.9.2011, 12:21
 klr650 Цитата(serg @ 22.9.2011, 13:21) Я его вос... 8.1.2012, 23:22 200 Цитата(abrazive @ 21.9.2011, 13:55) Народ... 23.9.2011, 12:04 abrazive а если на клапане и седле в месте контакта нет бле... 23.9.2011, 13:41 200 Цитата(abrazive @ 23.9.2011, 10:41) а есл... 26.9.2011, 8:38 serg Думаю, если есть раковины (язвочки), то обязательн... 23.9.2011, 14:33 Leksey Интересно. А к 250-ке относится? 26.9.2011, 14:27 serg По-моему, всё относится именно к 250-ке, т.к. у ка... 26.9.2011, 14:29 200 Цитата(serg @ 26.9.2011, 11:29) По-моему,... 26.9.2011, 15:01 serg Ты продал двигатель (какой именно?) или мотоцикл? 26.9.2011, 17:16 200 Цитата(serg @ 26.9.2011, 15:16) Ты продал... 28.9.2011, 10:51 abrazive 200 можешь чуть подробнее про замену направляющих ... 28.9.2011, 15:09 200 Цитата(abrazive @ 28.9.2011, 13:09) 200 м... 28.9.2011, 16:11 abrazive 200 спасибо за ответ, а из чего втулки сделаны (ка... 29.9.2011, 8:24 200 Цитата(abrazive @ 29.9.2011, 6:24) 200 сп... 29.9.2011, 11:29 i-denis направляющие на ура садятся и выбиваются на горячу... 12.11.2011, 3:14 200 Цитата(i-denis @ 12.11.2011, 0:14) н... 17.11.2011, 11:58 i-denis а погуглить - фрезеровка седел, слабо?
цены в раз... 18.11.2011, 12:52 serg Цитата(klr650 @ 9.1.2012, 0:22) У-у-у как... 8.1.2012, 23:51
klr650 Цитата(serg @ 22.9.2011, 13:21) Я его вос... 8.1.2012, 23:22 200 Цитата(abrazive @ 21.9.2011, 13:55) Народ... 23.9.2011, 12:04 abrazive а если на клапане и седле в месте контакта нет бле... 23.9.2011, 13:41 200 Цитата(abrazive @ 23.9.2011, 10:41) а есл... 26.9.2011, 8:38 serg Думаю, если есть раковины (язвочки), то обязательн... 23.9.2011, 14:33 Leksey Интересно. А к 250-ке относится? 26.9.2011, 14:27 serg По-моему, всё относится именно к 250-ке, т.к. у ка... 26.9.2011, 14:29 200 Цитата(serg @ 26.9.2011, 11:29) По-моему,... 26.9.2011, 15:01 serg Ты продал двигатель (какой именно?) или мотоцикл? 26.9.2011, 17:16 200 Цитата(serg @ 26.9.2011, 15:16) Ты продал... 28.9.2011, 10:51 abrazive 200 можешь чуть подробнее про замену направляющих ... 28.9.2011, 15:09 200 Цитата(abrazive @ 28.9.2011, 13:09) 200 м... 28.9.2011, 16:11 abrazive 200 спасибо за ответ, а из чего втулки сделаны (ка... 29.9.2011, 8:24 200 Цитата(abrazive @ 29.9.2011, 6:24) 200 сп... 29.9.2011, 11:29 i-denis направляющие на ура садятся и выбиваются на горячу... 12.11.2011, 3:14 200 Цитата(i-denis @ 12.11.2011, 0:14) н... 17.11.2011, 11:58 i-denis а погуглить - фрезеровка седел, слабо?
цены в раз... 18.11.2011, 12:52 serg Цитата(klr650 @ 9.1.2012, 0:22) У-у-у как... 8.1.2012, 23:51 |
2 чел. читают эту тему (гостей: 2, скрытых пользователей: 0)
Пользователей: 0

|
Текстовая версия | Сейчас: 27.4.2026, 17:24 |